- English
- Afrikaans
- שפה עברית
- Cymraeg
- беларускі
- Hrvatski
- Кыргыз тили
- Kurdî
- IsiXhosa
- Zulu
- Punjabi
- Somali
- O'zbek
- Հայերեն
- Sundanese
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- český
- ελληνικά
- український
- Javanese
- فارسی
- नेपाली
- Burmese
- ລາວ
- Қазақша
- Македонски
- Română
- Srpski језик
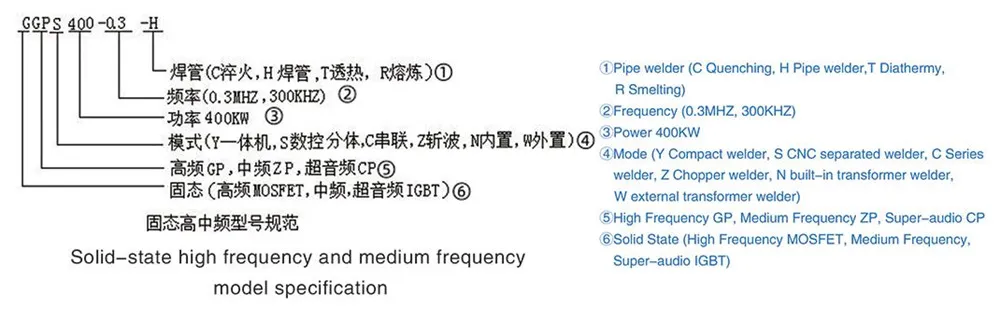
VALG AF EFFEKT OG FREKVENS AF HØJFREKVENS SVEJSER
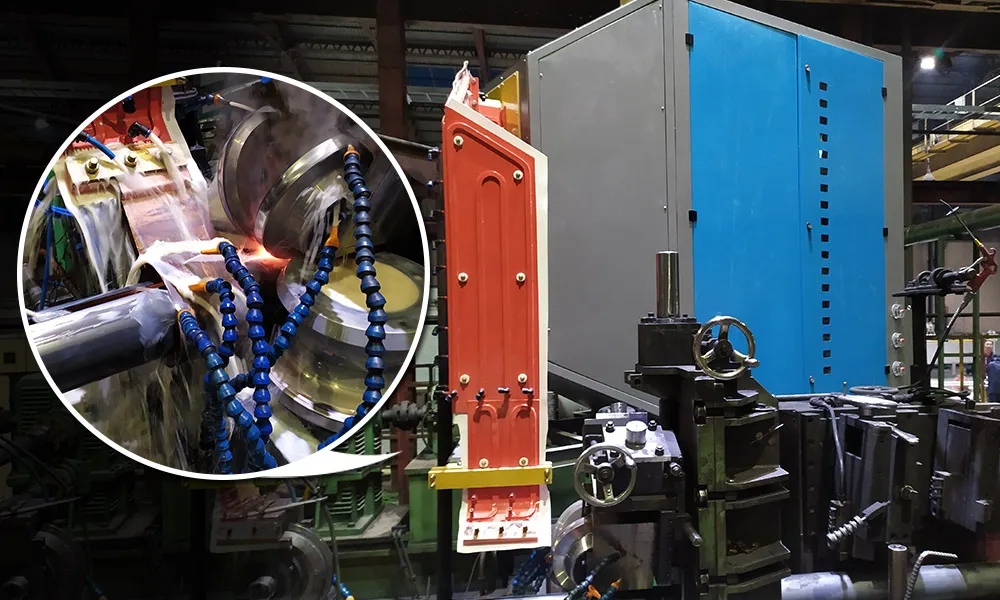
Højfrekvente svejsere har mange modeller. Et lag 50 KW til laveffektsvejser, et lag 100KW til mellemkraftssvejser, et lag 200KW eller 300KW til højeffektsvejser.
1. Strømvalget er hovedsageligt baseret på den producerede rørtype og den nødvendige produktionshastighed. Ud over højfrekvent svejsekraft er der mange faktorer, der påvirker svejsehastigheden, såsom: stålrørs vægtykkelse, diameter, materiale; induktordiameter, vindinger, kobberrør; og magnetstangens diameter, længde, materiale og afkøling ; størrelsen af stålrørets åbningsvinkel før ekstruderingsvalsen.osv.
Normalt tager vi den mest stålrørs vægtykkelse produceret af brugeren som hovedbasis, når vægtykkelsen er omkring 1 mm, brug 100KW svejser; vægtykkelsen er omkring 2 mm, brug 200KW svejser. Og så videre, vægtykkelsen er omkring 8 mm, brug 800KW svejser. Jo større stålrørsdiameter, jo lavere hastighed. Under normale forhold kan hastigheden ifølge dette princip som udgangspunkt opfylde kravene. I de tilfælde, hvor der er særlige krav til hastighed, kræves særlige hensyn. Store svejsere kan svejse små rør, mens små svejsere kan svejse store rør, Bare hastigheden er anderledes.
Strømvalg bør også tage hensyn til fabrikkens strømforsyningskapacitet og pris.
2.Frekvensvalg er simpelt.normalt vil frekvensen af tynde vægge og små kraftsvejsere være høje; tykvægge og store svejserfrekvenser vil lave. Vi kan producere fra 100KHZ til 600KHZ svejser. Under Grundig svejsning, hvis frekvensen er højere, vil den spare mere elektricitet. Den svejste varmepåvirkede zone er smal.